

Citabria Update – June 2, 2016
Preparing the Citabria for the annual inspection …

The new aerobatic harnesses for the Citabria arrived today from Aircraft Spruce Canada !

A scenic flight CYPQ – Cobourg – Colborne – Roseneath – Keene – CYPQ.
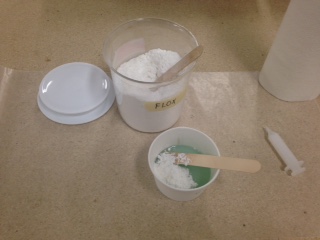
I placed the fuselage sides upside down at the approximate width apart and confirmed that the top longerons are level. I noticed a few gaps between the top longerons and the fiberglass so I filled them with flox. Shop temperature was 74 deg F and the humidity was 49%. 32g resin was mixed with 12g …

10kt crosswind from the north and a few circuits on rnwy 27 at CYPQ this evening… then back to the BBA hangar … to catch up on some paper work.