
Shop temperature was set to 24 deg C and humidity was 42%.
5-minute epoxy was used to combine the left over foam pieces to a size large enough for the seat brace.
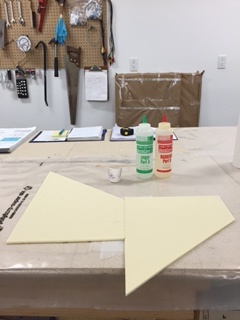
The seat brace was traced onto the foam using the previously manufactured brace.

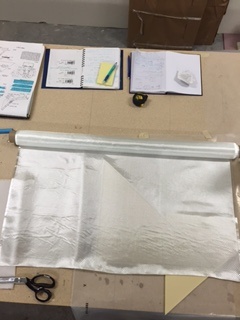
2 layers of BID glass cloth were cut for the seat brace.

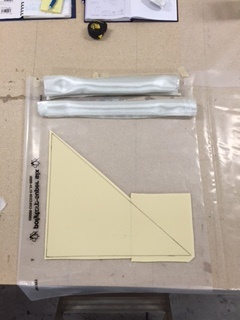
Micro slurry was applied to the foam followed by 2 layers of glass cloth. Dacron fabric was applied to the layup and wax paper added on top of the Dacron.

Plywood and weights were added to keep the layup flat during cure.
